
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Самостоятельная затяжка
Как уже было сказано ранее, затянуть болты на ГБЦ не так уж и сложно
Однако чтобы этот процесс не оказался тяжелым для водителей, нужно обязательно учитывать важность данной процедуры и выполнять ее строго по схеме, с которой можно ознакомиться на интернет-ресурсе. Чтобы начать работу, потребуется подготовить всего один, но очень важный инструмент (динамометрический ключ), без которого затянуть болты просто не получится
Разумеется, такой инструмент не может оказаться в арсенале каждого владельца авто, поэтому его придется купить или взять в аренду на СТО. Выполняется затяжка болтов в такой последовательности:
В первую очередь нужно осмотреть внешнее состояние крепежей. Если их состояние не удовлетворит автовладельца, то специалисты не рекомендуют производить их затяжку, а использовать новый комплект штифтов, купить которые можно как на автомобильном рынке, так и в специализированном магазине
Выбирать болты нужно от надежного производителя, при покупке обязательно обратить внимание на качество резьбы. Перед началом процедуры резьба штифтов смазывается автомобильной смазкой, вне зависимости от того, какой элемент будет использоваться: новый или бывший в эксплуатации.
Сам процесс натяжки для ВАЗ-2106 схож с другими вазовскими моделями, но если рассматривается Нива, то специалисты рекомендуют проводить такую работу в два этапа, предварительно ознакомившись со схемой, которую можно скачать в Интернете
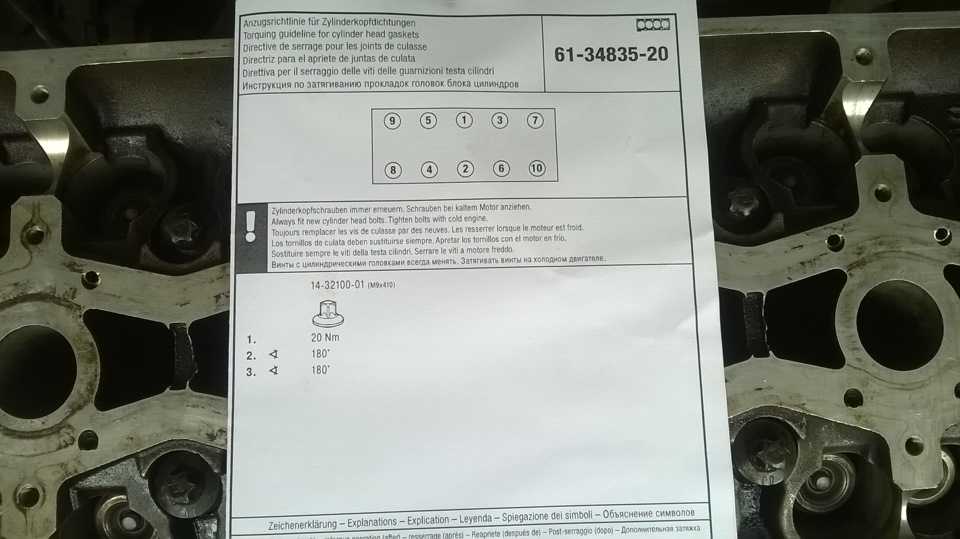
На схеме предельно точно указана последовательность затяжки болтов, все штифты обладают своим индивидуальным номером, чтобы автовладельцы самостоятельно и строго по очередности производили затяжку нужных элементов.
Используя динамометрический ключ, нужно затянуть все болты строго по схеме. Выполняя данное действие, следует следить за моментом протяжки, показатель которого может варьироваться в пределах от 3,4 до 4,0 кгс*м:
- первыми затягиваются два элемента, которые расположены в центре головки;
- далее затягиваются два верхних болта и два нижних, которые расположены сбоку от среднего фиксатора;
- производится затяжка левых крайних болтов, а после этого двух правых. Не стоит натягивать лишь элемент, у которого предусматривается маркировка № 11.
- После того как первый этап затяжки, согласно схеме, будет окончен, специалисты рекомендуют повторить заново всю операцию в точно такой же последовательности. Следя за тем, чтобы во время затяжки болтов момент затяжки не превышал показатель в 11,5 кгс*м.
- В заключение процесса натяжки нужно затянуть штифт под № 11, используя все тот же динамометрический ключ, следя за тем, чтобы натяжение этого элемента не превышало 4,0 кгс*м.
Основные рекомендации
Прежде всего следует отметить, что такая процедура может проводиться после ремонта силового агрегата или с целью проверки величины момента затяжки болтов в процессе эксплуатации мотора. Если ГБЦ была демонтирована, следует внимательно осмотреть болты, а также отверстия в блоке цилиндров для их установки. Винты не должны иметь удлинения или деформации резьбовой части. Отверстия в блоке под болты очищают от остатков моторного масла, жидкости, других посторонних частиц. Если этого не сделать, можно повредить цилиндровый блок, при этом ГБЦ затянуть с требуемым усилием не получится.
Это интересно: Оосбенности расшифровки и скрытая информация в маркировке фар для ксенона
Работу следует начинать только после ознакомления с рекомендациями изготовителей автомобиля по эксплуатации и ремонту. Там водитель найдет все необходимые сведения для выполнения работы, в том числе усилия и очередность затягивания болтов.








Еще одной особенностью использования таких болтов является установка их под определенным углом. Для этого потребуется специальный ключ с индикатором, который покажет градус наклона.
Пользователь Игорь Иванов показывает на видео установку и затяжку ГБЦ.
Момент затяжки болтов (усилие)
Момент затяжки болтов для каждого автомобиля разный (в виду конструктивных особенностей). Для конкретного автомобиля есть своя таблица моментов затяжки креплений. В следующем разделе рассмотрим усилия крепежа ГБЦ на примере «вазовской» головки.
Таблица: моменты затяжки соединений в зависимости от диаметра резьбы
| Номинальный диаметр резьбы | Размер «под ключ» головки, болта (гайки), мм | Шаг резьбы, мм | Классы прочности по ГОСТ 1759–70 | ||||
| Болт | |||||||
| 5.8 | 6.8 | 8.8 | 10.9 | 12.9 | |||
| Гайка | |||||||
| 6 | 10 | 1 | 0,5 | 0,8 | 1,0 | 1,25 | 1,6 |
| 8 | 12 — 14 | 1,25 | 1,6 | 1,8 | 2,5 | 3,6 | 4,0 |
| 10 | 14 — 17 | 1,25 | 3,2 | 3,6 | 5,6 | 7,0 | 9,0 |
| 12 | 17 — 19 | 1,25 | 5,6 | 6,2 | 10,0 | 12,5 | 16,0 |
| 14 | 19 — 22 | 1.5 | 8,0 | 10,0 | 16,0 | 20,0 | 25,0 |
| 16 | 22 — 24 | 1,5 | 11,0 | 14,0 | 22,0 | 32,0 | 36,0 |
| 18 | 24 — 27 | 1,5 | 16,0 | 20,0 | 32,0 | 44,0 | 50,0 |
| 20 | 27 — 30 | 1,5 | 22,0 | 28,0 | 50,0 | 62,0 | 70,0 |
| 22 | 30 — 32 | 1,5 | 28,0 | 36,0 | 62,0 | 80,0 | 90,0 |
| 24 | 32 — 36 | 1,5 | 36,0 | 44,0 | 80,0 | 100,0 | — |
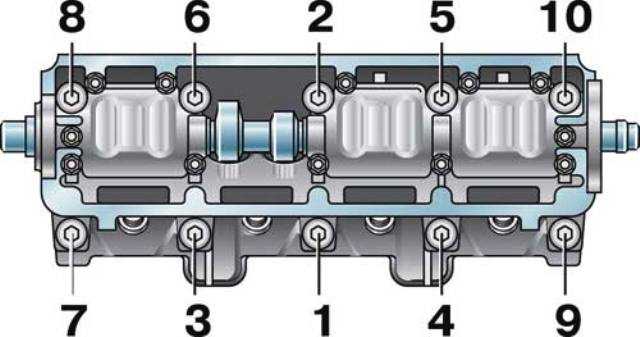
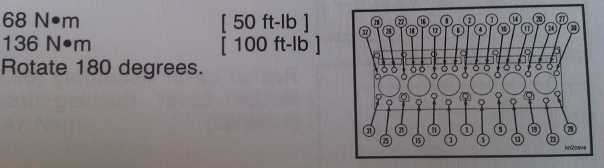
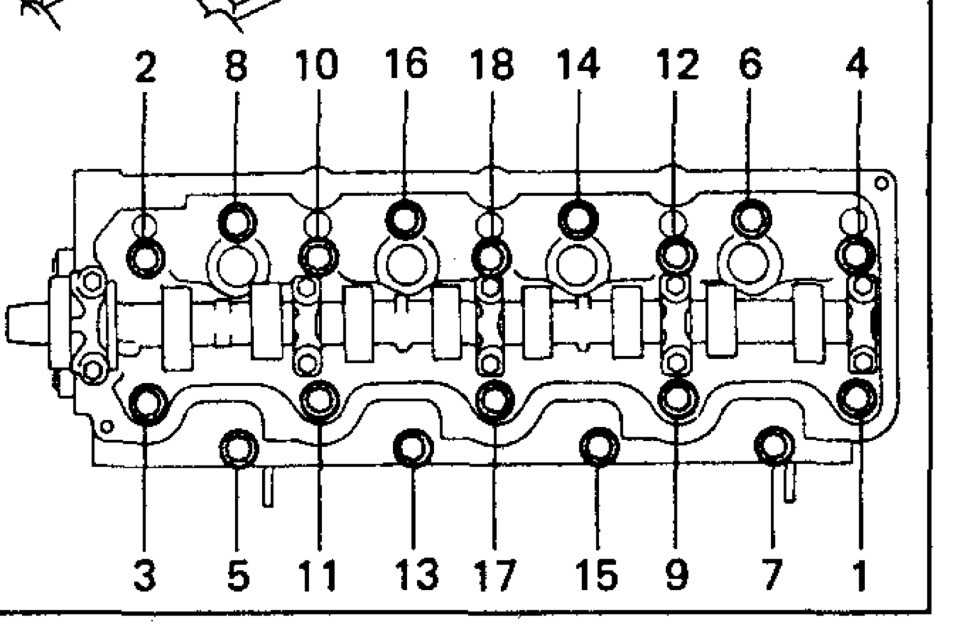
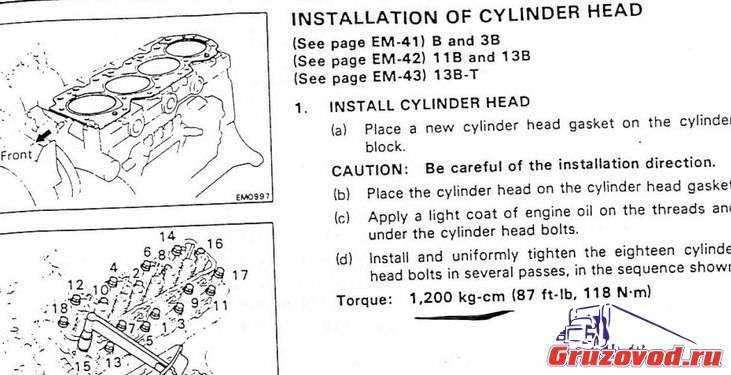
Правильный порядок затяжки
Существует определенный порядок затяжки болтов, почти на всех автомобилях он одинаковый – от центра головки к ее краям, крест на крест. Так, например, первыми затягиваются два центральных болта правого и левого рядов, затем два болта, находящиеся слева от центральных, затем два справа от центральных, потом два болта находящиеся слева в обоих рядах и завершают порядок болты находящиеся справа в обоих рядах.
Важно помнить, что крепеж всегда выполняется в три — четыре подхода:
- Первый подход – усилие 3-4 кгс.
- Второй подход – усилие 7 кгс.
- Третий подход – усилие 9 кгс.
- Последний подход – усилие 11,5 – 12 кгс.
Некоторые нюансы
Момент затяжки – один из основных факторов нормальной посадки головки блока. Но на этот критерий влияет не только прилагаемое усилие, а и сами крепежи:
- Общее состояние болтов – новые или б/у;
- Наличие смазки на резьбовой части;
- Состояние резьбы.
Тип силовой установки (бензиновый, дизельный), а также количество клапанов на технологию затягивания ГБЦ не влияет. Но это не значит, что усилие и порядок затяжки для всех моторов идентичен и перед посадкой головки обязательно следует изучить условия выполнения операции и все ее особенности.
Ошибки при монтаже головки
Если не использовать динамометрический ключ при монтаже головки блока цилиндров, то можно ошибиться с усилием, что приведет к неравномерному моменту. В таких случаях будет чрезмерное или недостаточное усилие, которое повлечет за собой либо деформацию поверхности головки, либо допуск прорыва газов, масла или охлаждающей жидкости. В обоих случаях это чревато тяжелыми последствиями для двигателя.
При соблюдении правил затягивания крепежных болтов, а также нужного момента, всегда можно рассчитывать на надежную и долговечную работу установленных деталей. Механизм газораспределения в двигателе играет основную роль, поэтому пренебрегать правилами монтажа составляющих элементов не стоит.
Регулировка момента затяжки болтов
Для того чтобы выполнить все правильно и избежать ошибок нужно строго придерживаться определенных правил и соблюдать порядок выполнения.

Сначала, при помощи динамометрического ключа, ставим держатель в нулевое положение. Это означает, что данные устройства, равны моменту исходной позиции. Затем, нужно посмотреть на показатель прибора при старте крепежа. Вращая держатель, следим за показателями. Если момент не изменился, то это означает, что крепеж может поддаваться растяжению и это нормально, так и должно быть. Если момент быстро возрос, необходимо достичь движения болта. Этот говорит о малом растяжении держателя. Значит, нужна стабилизация.
Во время работы автомобиля, болты, которыми закреплена цилиндров, все время испытывают различные воздействия. Постоянно происходит их нагрев и остывание, что со временем приводит к разрушению структуры крепежей.
Для всех силовых агрегатов имеются конкретные правила, которых необходимо придерживаться при работе:

Наиважнейшие данные касающиеся регулировки, есть в аннотации к каждому конкретному авто. Вследствие этого, надо внимательно изучить и придерживаться того, что в нем написано. Во время эксплуатации транспортного средства, нужно строго соблюдать все требования производителя и систематически диагностировать авто. Правильная и отлаженная работа силового агрегата ВАЗ 2109, предотвращает надобность в регулировании держателей головки блоков цилиндров.
Так как, головка непростой узел, то необходимо проводить ремонтные работы лишь при абсолютной уверенности в своих действиях. Строго соблюдая порядок выполнения работ. В случае обнаружения отклонения в работе мотора, немедленно проведите его диагностику. Это позволит избежать более дорогостоящих ремонтных работ.
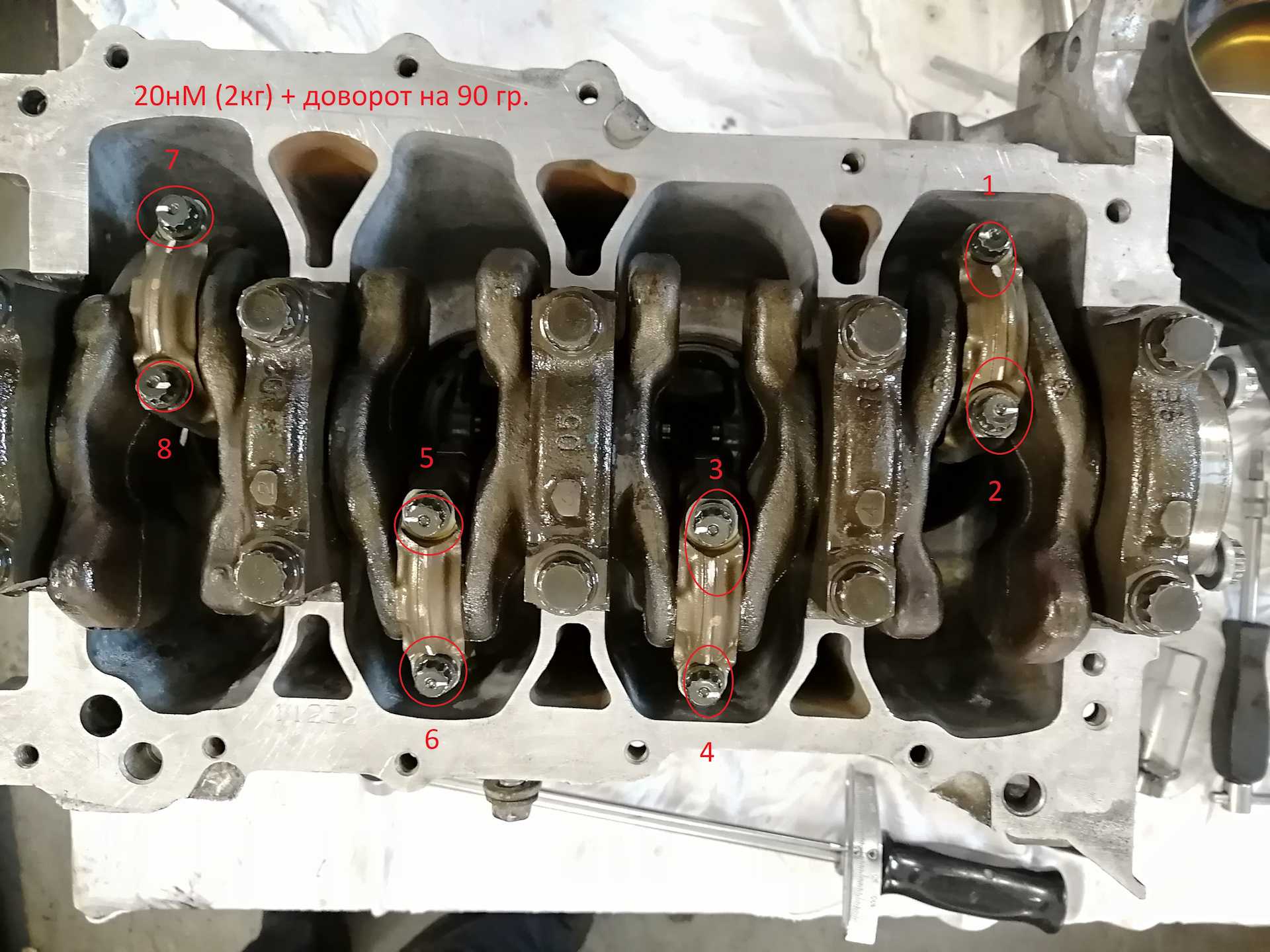
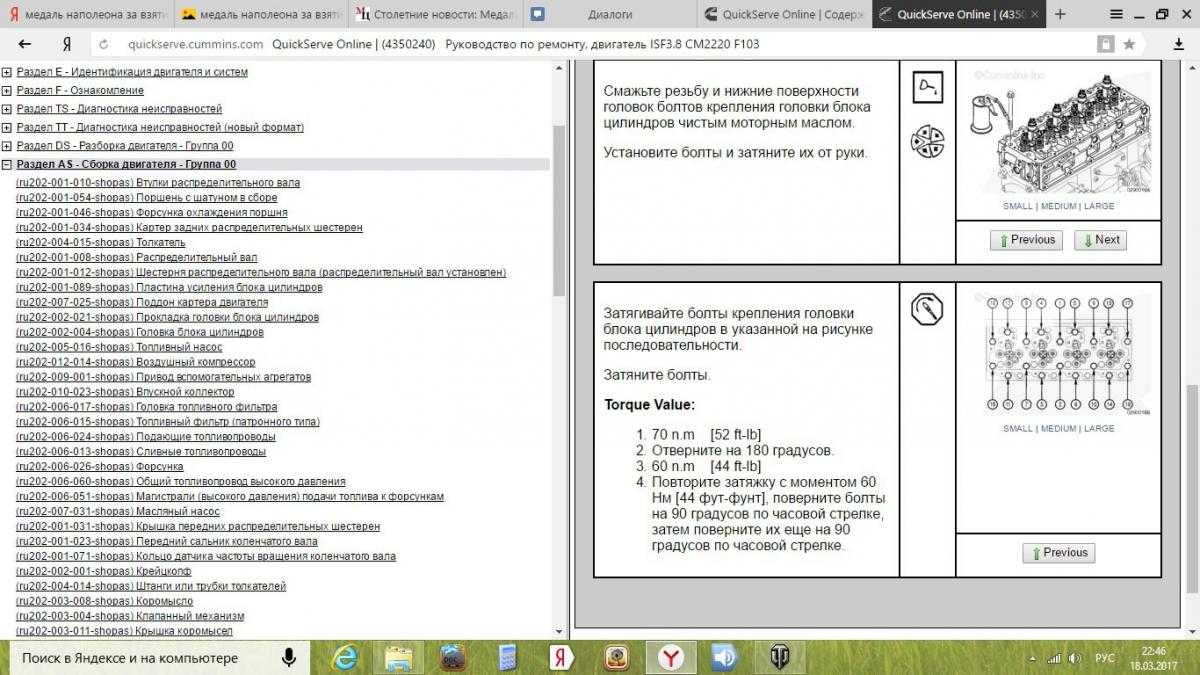
Схема затяжки
Схема затяжки ГБЦ такая же, как и на традиционных моделях и начинать нужно с центра. Проходит в четыре приёма.
- затяжка моментом 2,0 кгс/м
- затяжка моментом 7,5 — 8,5 кгс/м
- доворачиваем на 90 градусов.
- повторно доворачиваем на 90 градусов.
Чтобы было понятней опишем подробней этой процесс:
- С помощью динамометрического ключа затягиваем болты в указанной на рисунке последовательности до 2,0 кг/см.
- Потом проходимся по второму кругу и дотягиваем до 8 кгс*м.
- Далее докручиваем на 90 градусов.
- Проходим по второму кругу, докручивая еще на 90 градусов.

В ином случае он меняется. Длина меряется вместе с шайбой. Не пытайтесь заменить динамометрический ключ иным приспособлением иначе, последствия могут быть непредсказуемыми.


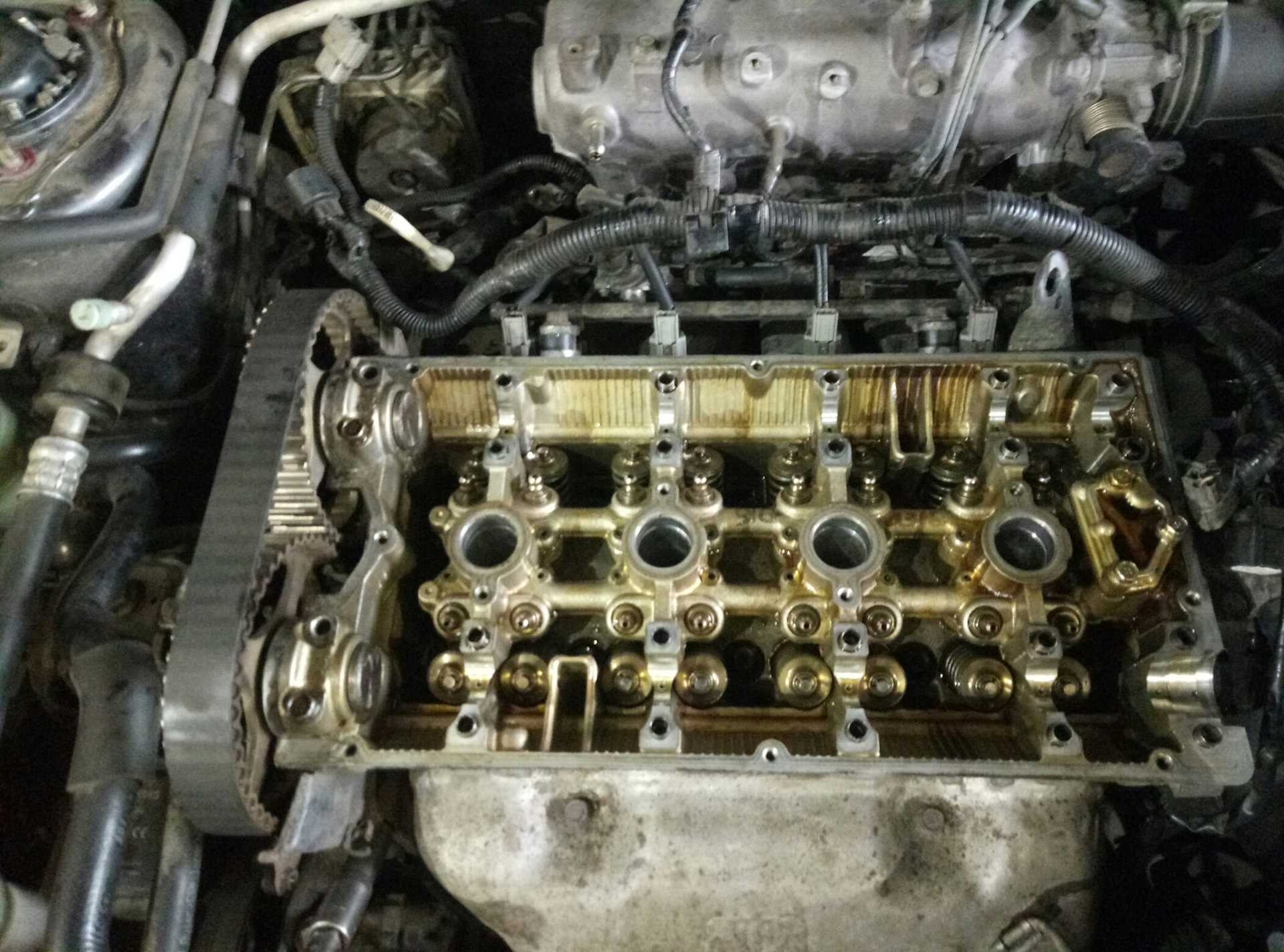
Поэтапное руководство по снятию и ремонту
- Снятие головки блока цилиндров является ответственным этапом в нашем случае. Перед тем, как приступить к снятию и доработке ГБЦ, необходимо слить с двигателя все антифриз, а также снять воздушный фильтр вместе с карбюратором. Перед этим заранее отсоедините все патрубки и шланги системы. Для осуществления работ вам потребуется стандартный набор инструментов, то, что должно быть у каждого водителя, включая гаечные ключи, отвертки и так далее.
- Когда карбюратор снят, необходимо приступить к демонтажу крышки головки блока цилиндров, а также совмещению меток на диске коленчатого шкива и распредвала. Кроме того, метки на диске распредвала должны совпадать с меткой на корпусе. Подробнее об этом на видео и фото.
- Следующим этапом демонтажа станет ослабление натяжителя цепочки и демонтаж опорной шайбы. Вам нужно резко снять винт и демонтировать звезду ГБЦ. Также следует осуществить демонтаж распределительного вала ВАЗ 2106 вместе с корпусом. Далее, снимаются рокера, после чего отсоединяются все высоковольтные кабеля от свечей зажигания и выкручиваются винты, которые крепят саму ГБЦ. Далее, головка блока цилиндра снимается для ремонта, предварительно чистится от отложений и образовавшегося нагара.
Замена заглушки
Установленная новая заглушка
- Замена заглушки, как вы увидите на видео, может вызвать некоторые трудности. Из-за коррозии и отложений ее может быть трудно снять. Воспользуйтесь шестигранником, но перед этим обильно спрысните винт жидкостью VD-40. Это не всегда помогает, но возможно в вашем случае это будет целесообразно.
- Если таким образом выкрутить заглушку для ее замены не удалось, то придется ее высверливать. Для этого по периметру вокруг заглушки следует просверлить несколько отверстий (сверлите насквозь не боясь, под этой пробкой находится толстая стенка, так что агрегат вы не повредите). Главное в этом вопросе — не повредить резьбу.
- Следующим этапом будет установка заглушки. В этом вопросе нет ничего сложного. Перед установкой заглушки вам потребуется полностью очистить резьбу от нагара и отложений, для этого можно воспользоваться острым предметом по типу шила. Только после того, как резьба очищена, заглушку можно устанавливать.
Замена направляющих втулок
Установка втулок в ГБЦ
- Используйте пассатижи и зажим, чтобы демонтировать втулки. Когда элементы сняты, произведите замер их внешних диаметров, на практике он обычно меньше на 0.05 мм заводских.
- Чтобы установить вышедшие из строя втулки, вам потребуется молоток с оправкой и моторная жидкость, возможно потребуется нагреть металл, для чего можно воспользоваться электроплитой.
- После того, как втулки нагреты (если это нужно), они смазываются маслом, чтобы легче вошли.
- Когда все восемь втулок заменены на новые, нужно подождать какое-то время, пока ГБЦ остынет. При этом внутренний диаметр втулок должен быть развернут так, чтобы клапана не болтались внутри, но при этом могли ходить свободно и не заклинивали.
Зенкуем седло головки
Схема для зенковки седла
- Как понятно из видео, замена седла ГБЦ может вызвать некоторые трудности.
- Вам необходимо срезать слой металла по кругу, подробная схема приведена выше.
- После этого под углом 120 градусов ГБЦ необходимо срезать до того момента, как не появится круглая кромка.
- Затем необходимо сделать рабочую фаску толщиной до 0.2 см. Это делается для того, чтобы клапан плотно притирался.
Неисправности, когда требуется снятие и установка ГБЦ
Существует ряд неисправностей, по причине которых ГБЦ ВАЗовской «шестёрки» приходится демонтировать с автомобиля для дальнейшей диагностики или ремонта. Остановимся на них детальнее.
Прогорела прокладка
О том, что прокладка ГБЦ вышла из строя (прогорела или её пробило), свидетельствуют следующие признаки:
- появление подтёков или прорыв газов на стыке между блоком двигателя и головкой. При таком явлении в работе силовой установки появляются посторонние шумы. При разрыве внешней оболочки уплотнителя могут появляться следы смазки или охлаждающей жидкости (ОЖ);
- образование эмульсии в моторном масле. Происходит такое при попадании охлаждающей жидкости через прокладку в масло либо при образовании трещины в БЦ;
Образование эмульсии свидетельствует о попадании ОЖ в масло
- появление белого дыма из системы выхлопа. Белый выхлоп возникает при попадании ОЖ в камеру сгорания мотора. В такой ситуации уровень жидкости в расширительном бачке постепенно снижается. Несвоевременный ремонт может привести к гидроудару. Гидроудар — неисправность, которая вызвана резким повышением давления в подпоршневом пространстве;
Если прокладка повреждена и охлаждающая жидкость попадает в цилиндры, из выхлопной трубы будет идти густой белый дым
- попадание смазки и/или отработавших газов в систему охлаждения двигателя. Выявить попадание смазки в ОЖ можно по наличию масляных пятен на поверхности жидкости в расширительном бачке. Кроме этого, когда нарушается герметичность прокладки, в бачке могут появиться пузыри, свидетельствующие о проникновении в систему охлаждения отработавших газов.
Появление пузырьков воздуха в расширительном бачке свидетельствует о попадании отработавших газов в систему охлаждения
Видео: повреждение прокладки ГБЦ
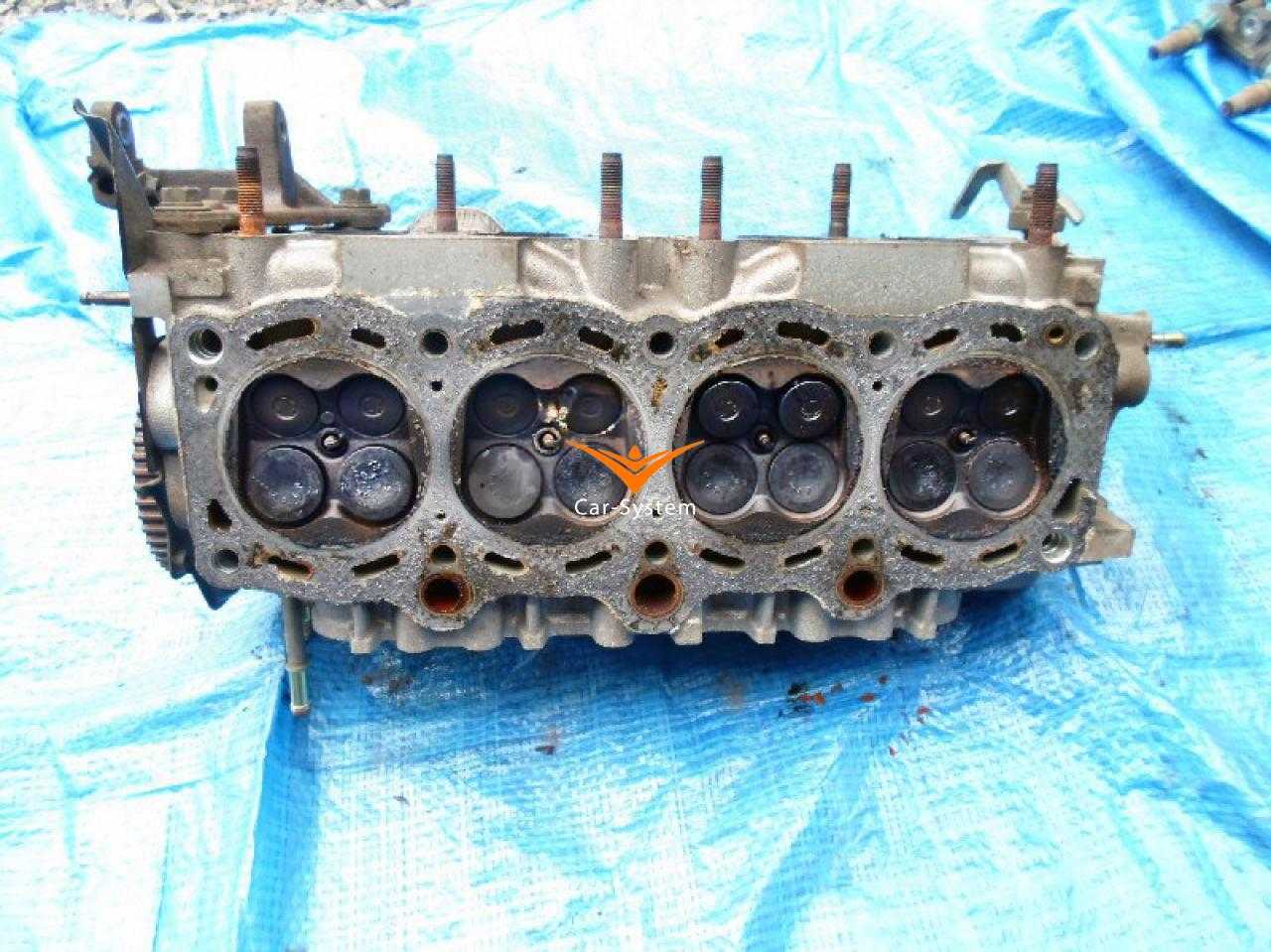
Повреждение привалочной плоскости ГБЦ
К образованию дефектов привалочной поверхности головки блока могут приводить такие причины:
- продолжительная работа силового агрегата;
- перегрев мотора;
- некачественная охлаждающая жидкость.
Дефекты такого рода устраняются путём обработки плоскости, с предварительным демонтажем головки.

Повреждение привалочной плоскости на примере ГБЦ «Калины»
Трещины в головке блока
Основными причинами, которые приводят к появлению трещин в ГБЦ, являются перегрев мотора, а также неправильная затяжка крепёжных болтов при монтаже. В зависимости от характера повреждений головку можно отремонтировать с помощью аргоновой сварки. При серьёзных дефектах ГБЦ придётся заменить.

Перегрев мотора может привести к появлению трещины на ГБЦ
Износ направляющих втулок
При большом пробеге двигателя или применении некачественного моторного масла, направляющие втулки клапанов изнашиваются, что приводит к нарушению герметичности между седлом и тарелкой клапана. Основным признаком такой неисправности является повышенный расход масла, а также появление сизого дыма из выхлопной трубы. Проблема устраняется путём замены направляющих втулок.
Износ сёдел клапанов
Сёдла клапанов могут изнашиваться по нескольким причинам:
- использование низкокачественного топлива;
- большой пробег двигателя;
- неправильная установка зажигания.
Неисправность решается правкой либо заменой сёдел. Кроме этого, в обязательном порядке проверяется система зажигания.

Дефекты седла приводят к неплотному прилеганию клапана и потере герметичности камеры сгорания
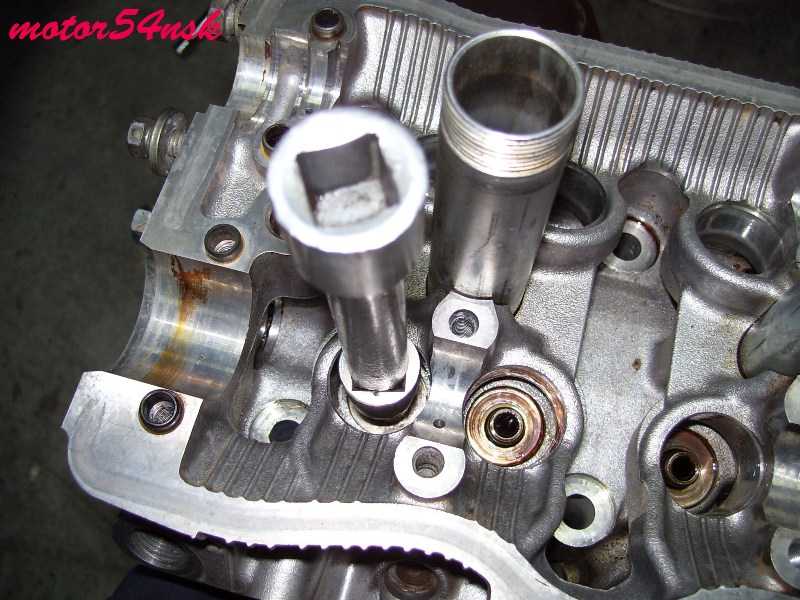
Облом свечи зажигания
Довольно редко, но бывает, что в результате чрезмерной затяжки свечи, деталь обламывается на резьбе в свечном отверстии. Чтобы извлечь остатки свечного элемента ГБЦ, требуется демонтировать и подручными инструментами выкручивать резьбовую часть.





Неисправности ЦПГ
При неполадках цилиндропоршневой группы двигателя, головку блока также приходится снимать. К наиболее распространённым поломкам ЦПГ относятся:
- повышенный износ цилиндров, колец и поршней;
- повреждение поршня;
- залегание колец.
При чрезмерном износе цилиндров двигатель полностью разбирают для замены поршневой группы, а также для расточки внутренней полости цилиндров на станке. Что касается повреждения самих поршней, то они хоть и нечасто, но прогорают. Всё это приводит к необходимости демонтажа ГБЦ и замены неисправных деталей. При залегании колец нормальная работа цилиндра и двигателя в целом становится невозможной.

При залегании колец нормальная работа двигателя нарушается
Важность правильной затяжки болтов или гаек ГБЦ
Головка блока цилиндров (ГБЦ) — один из важнейших узлов автомобиля. Она закрывает блок цилиндров. В ней расположены распределительные валы, клапанные крышки и другие детали газораспределительного механизма. На ГБЦ постоянно воздействуют огромные переменные силы давления и температуры. Поэтому к её резьбовому креплению предъявляются особые требования.
Головка блока постоянно должна испытывать силу сжатия, которая задаётся определённым моментом затяжки резьбового крепления. Для того чтобы сила сжатия была равномерно распределена по поверхностям стыка головки с блоком цилиндров предусмотрено большое количество стяжных болтов или шпилек с гайками. Равномерность прижатия ГБЦ к блоку цилиндров обеспечивается определённой схемой порядка затяжки резьбовых соединений. Для уплотнения стыка используется прокладка головки блока, сделанная из особого материала, устойчивого к высокой температуре. При затяжке крепления головки она даёт усадку в тысячные доли миллиметра, что обеспечивает надёжную герметизацию стыка.
 Соблюдения правильного порядка затяжки болтов ГБК гарантирует правильность её прижатия к блоку цилиндров
Соблюдения правильного порядка затяжки болтов ГБК гарантирует правильность её прижатия к блоку цилиндров
Последствия от перетяжки болтов крепления ГБЦ
Если затяжка резьбовых соединений головки блока ведётся с превышением усилия от номинального, то сила растяжения, которая воздействует на болт или шпильку, начнёт разрушать резьбу в блоке или вытягивать тело крепёжного элемента. Наступает так называемый момент текучести, когда при дальнейшем увеличении силы затяжки сила прижатия начнёт уменьшаться. Итог: быстрое прогорание прокладки в месте наихудшего сжатия.
Если же резьба в отверстиях блока будет сильно повреждена, то она уже не сможет обеспечить необходимое прижатие головки при правильном моменте затяжки. Её потребуется восстанавливать, а это дополнительные затраты. Опытные ремонтники мотористы на практике чувствуют предельную силу затяжки, которую может выдержать резьбовое соединение. Они никогда не допустят дефектов от перетяжки болтов или гаек.
 Работа динамометрическим ключом
Работа динамометрическим ключом
Что будет, если недостаточно затягивать болты крепления ГБЦ
Если крепление головки выполняется с минимальным усилием, то это приведёт к слабому прижатию её к поверхности блока цилиндров. Между прокладкой и прилегающими к ней плоскостями блока и головки образуются микроскопические зазоры, которые обязательно приведут к прогоранию уплотняющего материала.
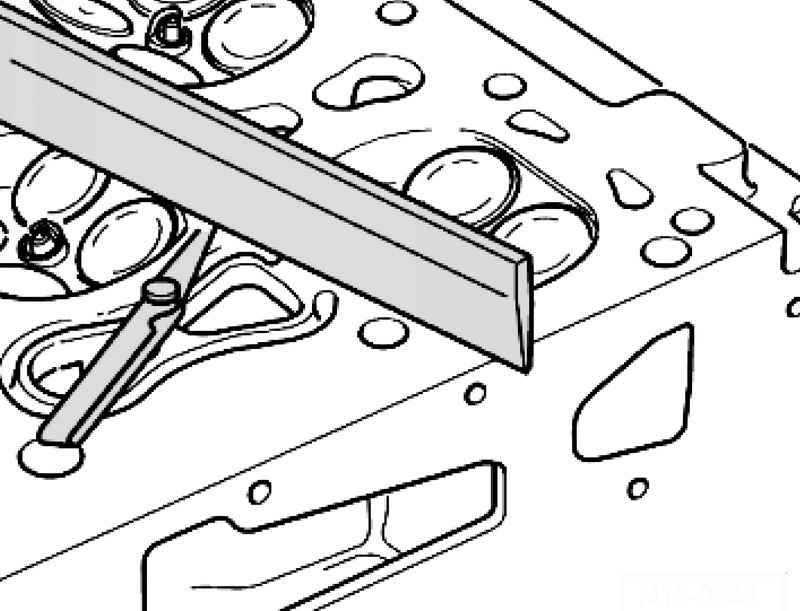 Проверка плосткости головки блока специальной линейкой
Проверка плосткости головки блока специальной линейкой



